






任何板材在切割下料前,都必須先調整好激光焦點與切割材料的距離。不同的焦點位置往往會導致切割材料斷面細膩程度不同,底部掛渣不同,甚至無法切斷材料;切割工件不同,材料不同,激光切割機焦點的位置選擇也會不同,那么該如何正確選擇呢?
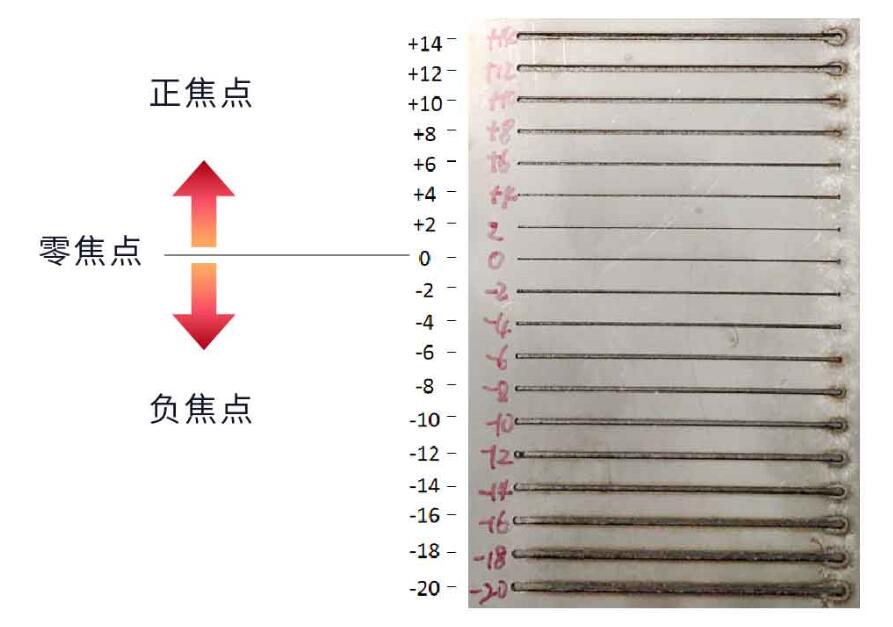
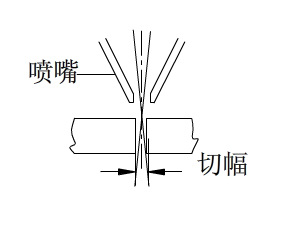
焦點位置定義:焦點到切割工件上表面的距離,焦點位置在工件上面一般稱為正焦點,焦點位置在工件下面一般稱為負焦點。
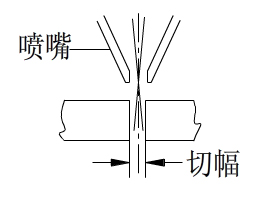
焦點位置意義:改變焦點位置,即是改變板材表面及內部的光斑大小,焦距變大,光斑變粗,切縫變的越來越寬,進而影響加熱面積、切縫大小及排渣能力。
正焦點切割
即切割焦點在工件上面,將焦點定位在切割材質的上方。
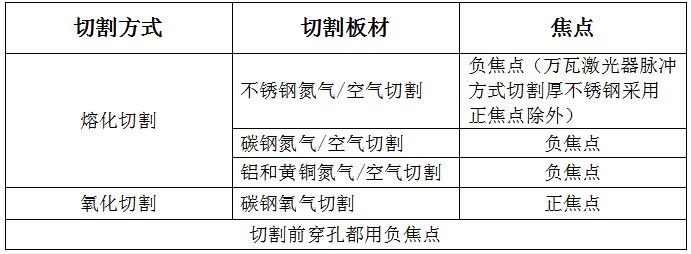
對于碳鋼氧氣切割,適于采用正焦點,工件底部比上表面切幅更大,有利于排渣,有利于氧氣到達工件底部參與充分的氧化反應。一定焦點范圍內,正焦點越大,板材表面光斑尺寸越大,割縫四周預熱及熱量補充更充分,碳鋼切割面越光滑,越亮。
對于萬瓦激光器脈沖方式切割不銹鋼厚板,采用正焦點,切割穩定,有利于排渣且不容易反藍光;

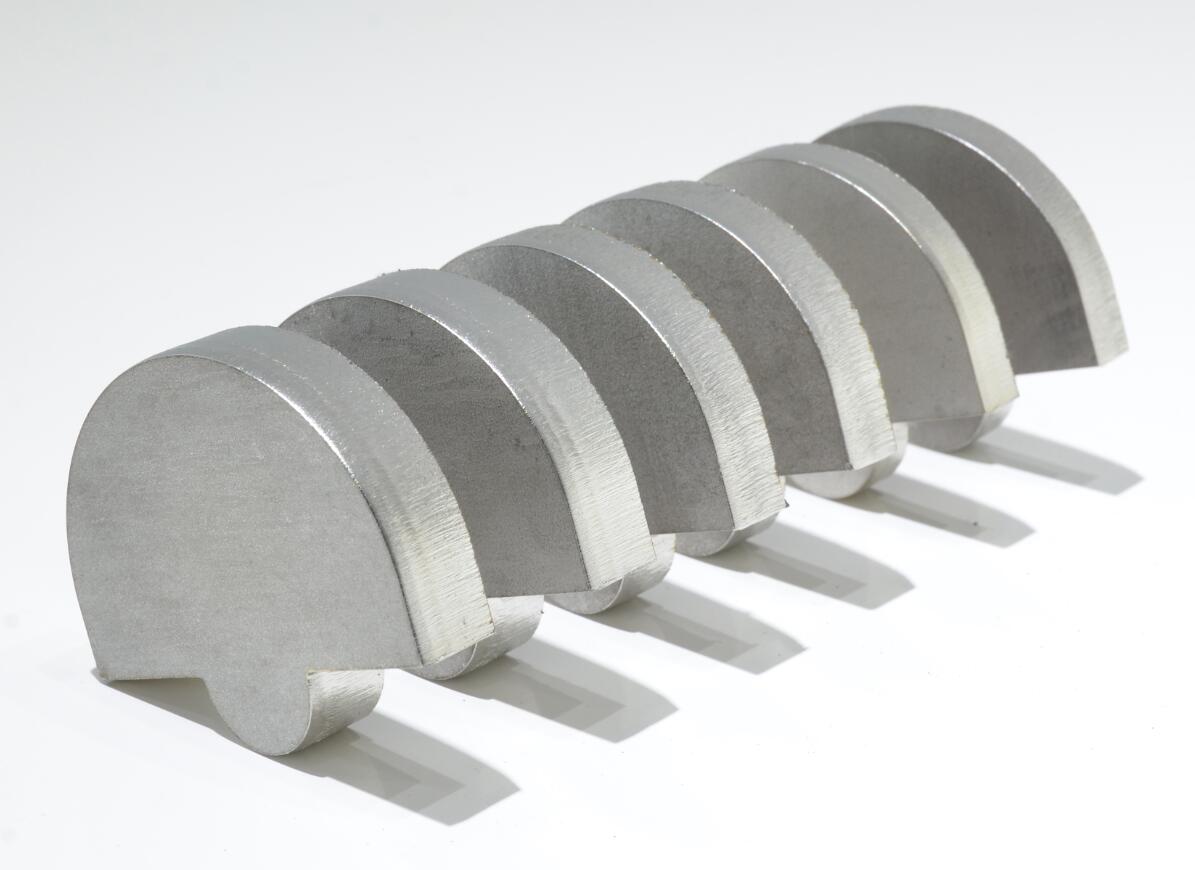
12000W激光器正焦點切割碳鋼效果
負焦點切割
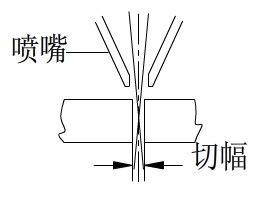
即切割焦點在工件里面,這種模式下由于焦點遠離切割表面,切幅相對比切割點在工件表面大,同時需要的切割氣流要大,溫度要足。
切割不銹鋼時,適于采用負焦點切割,切割面紋路均勻,斷面較好。
切割前的板材穿孔,由于穿孔有一定高度,穿孔采用負焦點,可以保證穿孔位置光斑尺寸最小,能量密度最大,并且穿孔位置越深,負焦點越大。
6000W激光器負焦點切割不銹鋼效果
零焦點切割
即切割焦點在工件表面,這種切割方式一般貼近焦點的切割面相對光滑,而遠離切割焦點的下表面則顯得粗糙。這種情況主要用于連續激光器切割薄板和脈沖激光器高峰值功率汽化方式切割金屬箔層

2000W激光器零焦點切割碳鋼薄板效果
激光切割焦點正負的選擇,不是由切割板材材質(不銹鋼、碳鋼)決定,而是由切割方式(氧化切割、熔化切割)決定。
激光切割機加工不同的工件需要對應使用不同的焦點模式,由于不同類型的切割頭焦點位置和調節方式不同,用戶可根據正負焦點在切割不銹鋼、碳鋼時的不同效果,結合自身的加工需求,來選擇合適的焦點切割方式,才能夠更大的發揮出激光切割機的性能優勢!




